Aluminium extrusion plays an important role in modern construction, manufacturing and engineering, offering the flexibility to create high-performance profiles for a wide range of applications. For businesses sourcing quality products from aluminium suppliers in Sydney, understanding how the extrusion process works and why it is widely adopted can support more informed material selection and better project outcomes. Extal supplies precision aluminium extrusion solutions for architectural, commercial and industrial projects.
From window and door systems to transport components, machine frames and bespoke industrial profiles, aluminium extrusion combines design versatility with strength, durability and corrosion resistance. Understanding the manufacturing process, available profile types and material advantages provides insight into why extruded aluminium continues to be such an adaptable material solution.
What Is Aluminium Extrusion?
Aluminium extrusion is a manufacturing process that forces aluminium alloy through a shaped opening called a die to create long, continuous profiles with a consistent cross-section. It is used to produce everything from window frames and curtain wall systems to heat sinks, transport components and industrial profiles with high precision and repeatability.
The process is valued because it combines design freedom with strength, low weight and excellent surface finish. Complex shapes that would be difficult or wasteful to machine from solid metal can be produced efficiently as extruded profiles ready for cutting, machining, assembly and finishing.
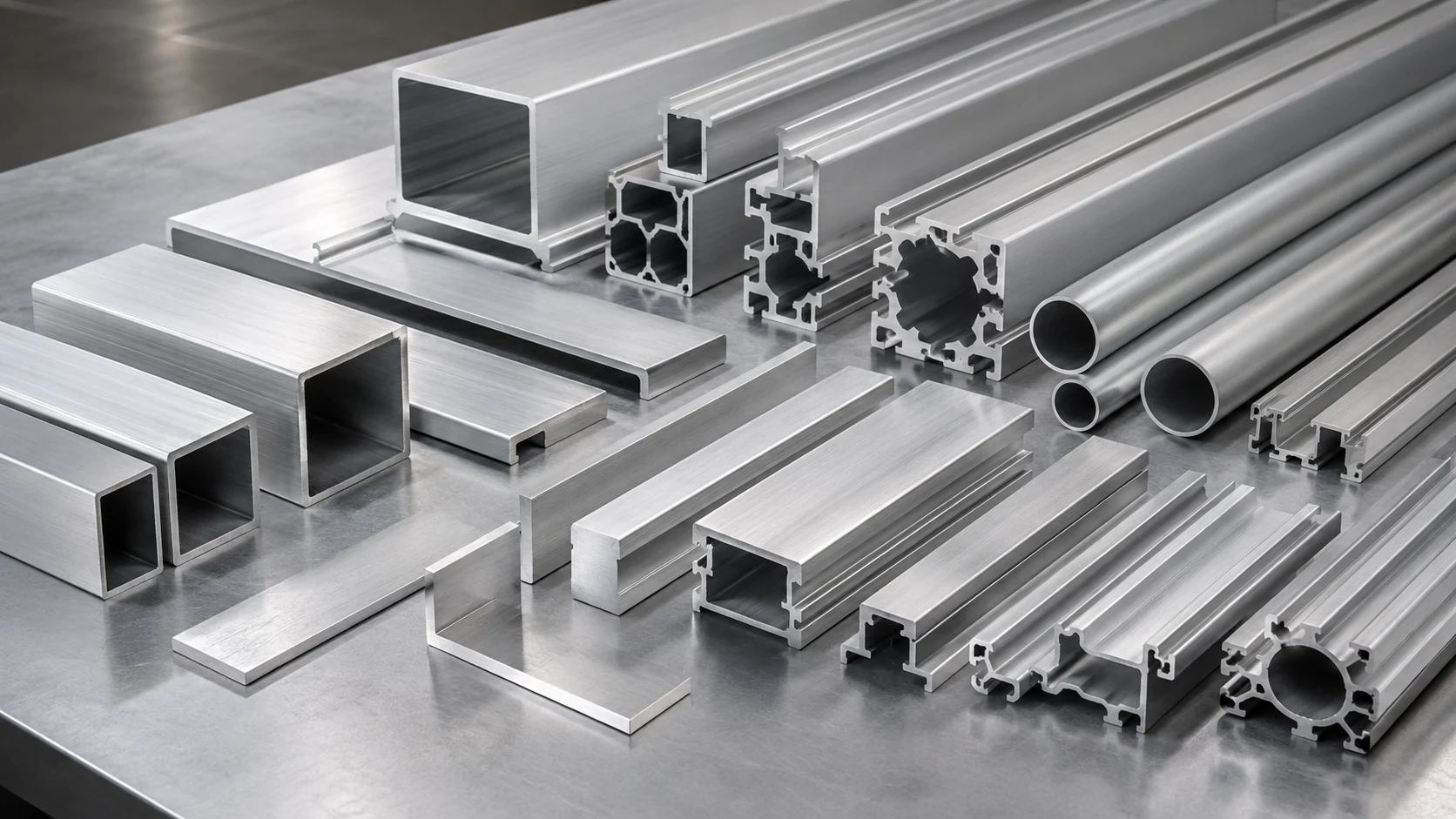
Solid, Hollow and Multi-Cavity Profiles
One of the defining features of aluminium extrusion is the variety of profile types that can be produced from relatively simple tooling.
Solid profiles have no enclosed voids and include flat bars, angles, channels and complex shapes with fins or decorative contours. These are common in structural framing, trims and mechanical components.
Hollow profiles are created using dies with internal mandrels that form one or more continuous cavities within the section. Examples include round, square or rectangular tubes, as well as more intricate hollow profiles used in façade systems where internal chambers can improve strength, stiffness and thermal performance.
Multi-cavity profiles use several separate hollows within a single section. This allows multiple functions to be integrated into one extruded piece, such as cable routes, drainage paths, fastening channels or thermal separation zones. This can simplify fabrication and reduce the number of separate components required.
Why Aluminium Is Well Suited to Extrusion
Aluminium’s combination of material properties and process behaviour makes it ideal for extrusion. It has excellent formability at relatively low extrusion temperatures, allowing it to flow cleanly through complex dies while maintaining tight dimensional tolerances and sharp detail.
The resulting profiles are strong relative to their weight, allowing thin walls and intricate geometries that reduce material usage while still meeting performance requirements. Extruded aluminium also accepts a wide range of surface treatments, including anodising and powder coating. This balance of design flexibility, performance and finish quality explains why aluminium extrusion is widely used in architecture, transport, manufacturing and industrial design.

How Does the Aluminium Extrusion Process Work?
The aluminium extrusion process turns a solid billet into a finished profile through a controlled sequence of heating, pressing, cooling, straightening and finishing. Each stage affects the strength, accuracy and appearance of the final product, so understanding the basic process helps support smarter profile design and more cost-effective production.
Preparing the Aluminium Billet and Die
The process starts with a solid cylindrical piece of aluminium called a billet. Billets are typically cut from cast aluminium logs, then preheated in a furnace until the metal becomes soft and plastic but does not melt. This is usually in the range of 400–500°C, depending on the alloy.
At the same time, the steel extrusion die is heated and installed in the press. The die contains an opening that matches the exact cross-section required. Tooling can range from simple single-opening dies for basic shapes to complex dies used for hollow, multi-cavity or high-volume production.
Pressing and Forming the Profile
Once the billet reaches the correct temperature, it is loaded into the container of the extrusion press. A powerful hydraulic ram pushes the softened billet forward, forcing the aluminium to flow through the die opening.
The metal exits the die as a long continuous length with the chosen profile shape. Press forces can range from several hundred to several thousand tonnes, depending on the size and complexity of the profile. The speed at which the extrusion exits the die must be carefully controlled to reduce the risk of surface defects, twisting or dimensional distortion.
For hollow profiles, such as tubes or complex multi-chamber sections, special dies with internal mandrels or portholes are used. These dies shape and rejoin the metal flow to create internal cavities while maintaining strength, consistency and accuracy.
Cooling, Straightening and Finishing
After leaving the die, the hot extrusion is cooled in air or with water sprays, depending on the alloy and required properties. Once cooled sufficiently, the profile is cut into manageable lengths using saws or shears.
Extrusions are then stretched to straighten them and relieve internal stresses. This helps improve dimensional consistency along the length of the profile. Many alloys then undergo artificial ageing in controlled ovens to reach the specified temper and mechanical strength.
The profiles are cut to exact length, and machining such as holes, slots or notches may be added. Surface finishes can also be applied to improve corrosion resistance, appearance and suitability for architectural, industrial or branded applications.
What Aluminium Extrusion Profiles Are Available?
Aluminium extrusion profiles are available in an extensive range of shapes, sizes and performance levels, from simple angles used in basic framing to highly engineered sections for demanding architectural or industrial applications. Profile choice directly affects strength, appearance, weight, ease of assembly and cost, so understanding the main categories is important when specifying a project.
Every profile starts as either a standard or custom-designed die through which the aluminium is forced. This creates a continuous length with a consistent cross-section. These cross-sections fall into recognisable families that suit construction, façades, partitions, transport, machinery and interior design.
Standard Structural Profiles
Standard profiles are commonly held in stock and provide straightforward solutions for general construction, fabrication and assembly. Common examples include:
- Equal and unequal angles for bracing, edging and simple frames
- Channels and C-profiles for tracks, guides and cable management
- T-profiles and flat bars for joints, trims and reinforcing
- I-beams and H-profiles where higher load-bearing capacity is needed
These profiles are popular because they are easy to cut, drill and assemble using conventional fasteners. They are used in support frames, shelving, protective guards, trims and simple architectural details where a familiar geometry is sufficient.
Architectural and Façade Profiles
Architectural aluminium profiles are engineered to combine structural performance with controlled aesthetics and the integration of glazing, cladding or hardware. Common examples include:
- Window and door systems with multi-chamber profiles to improve insulation and accommodate hardware, gaskets and glazing beads
- Curtain wall and façade mullions and transoms designed for specific glass thicknesses, drainage paths and fixing methods
- Balustrade and railing profiles with integrated channels for glass panels or infill elements
- Sunshade and louvre profiles that control light and heat while maintaining clean visual lines
These profiles often allow for concealed fixings and integration with thermal-break strips, seals and accessories. Surface treatments are used to match project design requirements and environmental exposure.
Custom Engineered and Functional Profiles
When standard or catalogue shapes do not meet performance or assembly needs, profiles can be custom-engineered. Modern extrusion technology supports complex cross-sections that integrate multiple functions into a single piece. Examples include:
- Profiles with embedded tracks for sliding components, roller systems or LED lighting
- Sections with cooling fins for heat sinks in electronics, lighting and machinery
- Hollow multi-void profiles that reduce weight while maintaining stiffness
- Technical profiles for automation, machine building and modular framing
Custom profiles can incorporate fixing points, snap-fit features, hinge details and channels for cables or seals. This can reduce secondary machining, simplify installation and replace multi-part assemblies with a single efficient profile tailored to its specific application.
Where Are Aluminium Extrusions Commonly Used?
Aluminium extrusions are used wherever strong, lightweight and precise profiles are needed. Their versatility allows designers to create custom shapes that reduce weight, simplify assembly and improve durability in demanding environments.
From large structural applications such as building façades to intricate components in electronics and vehicles, extruded profiles support both visible architectural elements and hidden technical parts. The same combination of strength, corrosion resistance and design freedom makes extrusion a common choice across many industries.
Building and Construction
Construction is one of the largest users of aluminium extrusions. Window and door frames, curtain wall systems, skylights and shopfronts rely on extruded profiles for tight dimensional control and long-term durability. Complex multi-chamber frames can be extruded in a single piece, improving performance and reducing assembly time.
Railing systems, verandahs, sunshades and pergolas also use extruded sections. Aluminium’s natural corrosion resistance is valuable in coastal or high-humidity locations, where some other metals may require more intensive protection. Structural glazing systems depend on precisely engineered extrusions to anchor glass panels securely while maintaining slim visual lines.
Interior fit-outs use extruded profiles for partition systems, ceiling grids, trims and cable management. The ability to anodise or powder coat aluminium in a wide range of colours also supports aesthetic and branding requirements.

Transport and Automotive
In transport applications, every kilogram saved can improve fuel efficiency, payload capacity or battery range. Aluminium extrusions are widely used in commercial vehicles, passenger cars, trains, trams and buses to provide lightweight structural solutions.
Common examples include roof rails, side-impact beams, bumper reinforcements, seat structures and battery housings in electric vehicles. Long hollow extrusions can also form bus and rail car body frames, creating stiff yet light structures that resist corrosion over long service lives.
Trailers, truck bodies, ute canopies and roof rack systems also rely on extruded profiles for cross members, tie rails, side boards and floor supports. The ability to cut, machine and assemble extrusions with standard fasteners can simplify repair and modification during the life of the vehicle or asset.
Industrial, Electrical and Consumer Products
In industrial environments, aluminium extrusions are a core element of machine frames, conveyor systems, guarding and workstations. Modular profile systems with T-slots allow fast reconfiguration of production lines without welding or painting.
Heat sinks and electronic enclosures are another important application. Aluminium’s thermal conductivity helps dissipate heat from LED drivers, power electronics, machinery and electrical components.
In the energy sector, extrusions are used for solar panel frames, mounting rails and brackets. Their corrosion resistance and low weight simplify installation on roofs, façades and large solar farms.
Many everyday consumer and commercial products also depend on extrusions, including furniture frames, shopfitting systems, shower screens, lighting tracks, display stands, sports equipment and outdoor furniture. Complex shapes that integrate channels, clips or hinges into a single profile help reduce part counts and improve product reliability.
Why Is Aluminium a Suitable Material for Extrusion?
Aluminium is well suited to extrusion because it combines formability, strength, corrosion resistance and finish quality in a way that few materials can match. Under heat and pressure, aluminium flows through a steel die in a controlled manner, allowing intricate continuous profiles to be created with high dimensional accuracy.
From simple angles and tubes to multi-chamber façade profiles, aluminium’s behaviour during extrusion makes detailed geometry commercially practical. Its material properties also allow finished profiles to perform effectively across architectural, industrial, transport and commercial settings.
Excellent Extrudability and Design Flexibility
Aluminium has a relatively low melting point and high plasticity at extrusion temperatures. This combination allows the metal to flow uniformly through dies with complex openings without excessive force or unnecessary tooling wear.
This allows designers to specify:
- Thin walls and fine details, such as hooks, slots and grooves
- Integrated functional features, including channels for gaskets or thermal breaks
- Hollow multi-void sections that reduce weight while maintaining stiffness
Tight tolerances can be achieved along the full profile length, simplifying downstream machining and assembly. This design freedom enables engineers to consolidate several fabricated components into a single extruded profile, reducing fasteners, labour and potential failure points.
Strength-to-Weight Ratio and Structural Performance
Aluminium alloys provide significant strength at a fraction of the weight of steel. This strength-to-weight ratio is valuable in applications where reduced mass supports performance, handling, installation efficiency or energy savings.
The extrusion process also allows control over how material is distributed within the profile. Material can be concentrated where loads are highest through thicker walls, ribs or flanges, while non-critical areas can remain thinner. This optimised geometry supports structural performance without unnecessary weight or material cost.
Heat-treatable alloys can be extruded and then aged to reach higher mechanical properties suitable for more demanding structural or safety-related applications.
Corrosion Resistance, Finishing and Sustainability
A natural oxide layer forms on aluminium, providing inherent corrosion resistance in typical atmospheric conditions. This makes extruded profiles suitable for external architectural elements, infrastructure, transport components and marine-adjacent projects. Corrosion resistance can be further improved with anodising or high-performance powder coating.
Aluminium extrusion can also support efficient and sustainable production. The metal is fully recyclable without loss of properties, and recycled content can be incorporated into billets used for extrusion. The process is highly material efficient compared with many subtractive manufacturing methods, and offcuts or production scrap are typically recycled.
Low profile weight combined with high durability can also reduce environmental impact during transport, installation and the service life of the finished product.
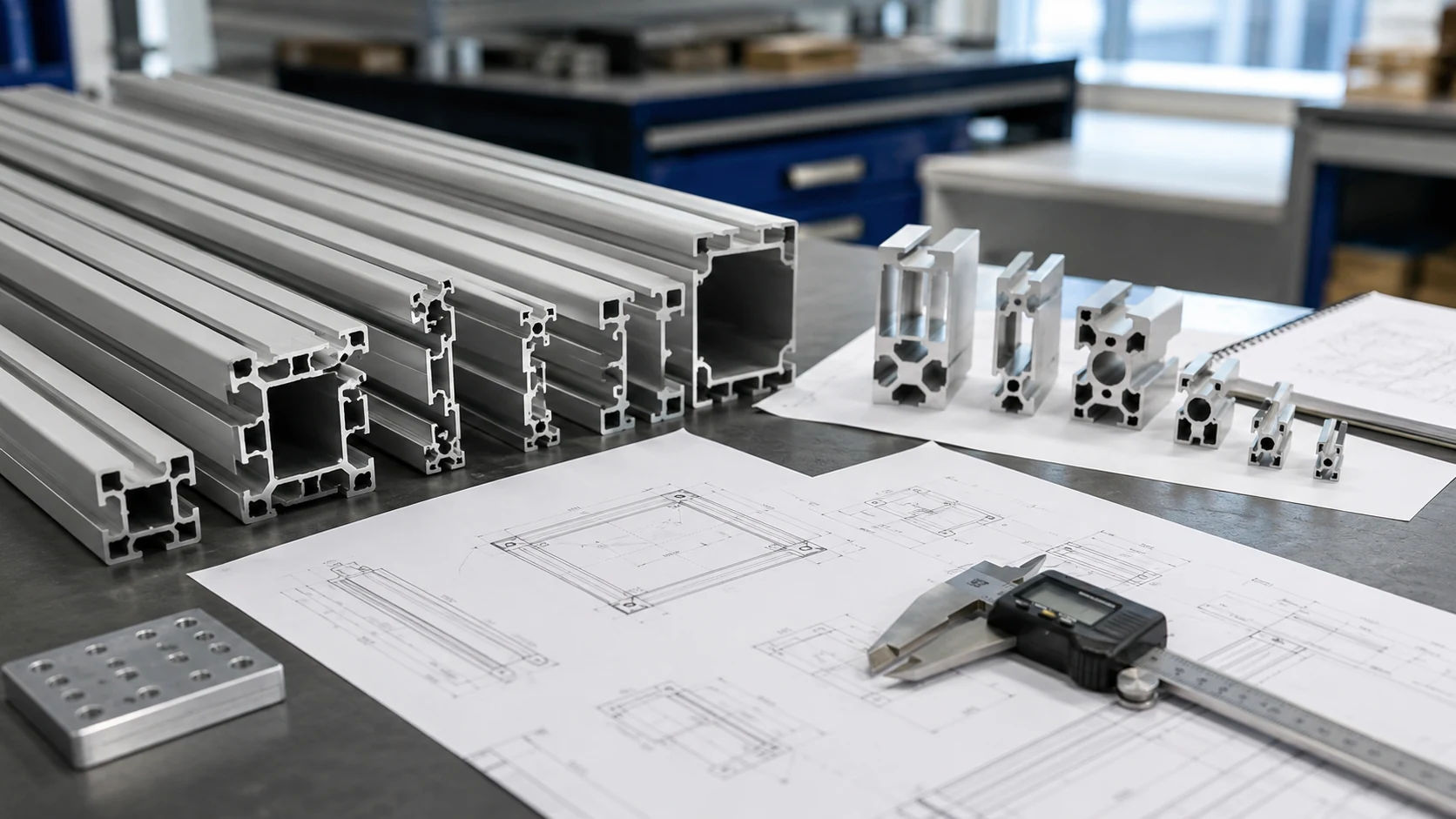
How Do You Choose the Right Aluminium Extrusion Profile?
Choosing the right aluminium extrusion profile starts with a clear understanding of what the profile must do in service. The correct choice will support the required loads, fit with adjoining components, meet aesthetic expectations and remain economical to manufacture and assemble. A poor choice can lead to deflection, assembly issues, unnecessary weight or higher production costs.
The selection process brings together structural performance, alloy and temper, geometry, surface finish and fabrication requirements. Each factor affects the others, so the most suitable profile is usually a balanced design rather than a single standard option.
Define Function, Loads and Environment
The first step is to define what the profile must achieve. This includes mechanical requirements, dimensional constraints and the environment in which the extrusion will operate.
For structural applications, such as curtain wall mullions, balustrade systems or machine bases, it is essential to consider loads, spans and allowable deflection. A slender decorative trim can be much lighter than a beam that supports glass, cladding or equipment. Internal voids, ribs or thicker walls can be introduced where higher stiffness or bearing strength is required.
Environmental conditions also influence design. Exterior profiles exposed to weather or marine environments often require suitable alloys and surface treatments. Profiles used in clean rooms, food processing lines or sensitive industrial settings may need smooth surfaces and finishes that resist frequent cleaning.
Match Alloy, Temper and Profile Geometry to Performance
Aluminium extrusion profiles can be produced in a range of alloys and tempers, each with different strength, formability and finishing characteristics. For example:
- 6060 and 6063 are common choices for architectural applications that require good surface quality and moderate strength
- 6005A and 6082 are often used where higher strength or load-bearing capacity is needed
Wall thickness and overall profile geometry must be chosen so the extrusion is both strong and manufacturable. Very thin walls or extreme aspect ratios can be more difficult to extrude consistently and may increase cost. Sharp internal corners can create stress concentrations, so gentle radii are usually preferred.
Plan for Finishing, Joining and Fabrication
Surface finish and post-processing requirements are critical to final performance and appearance. Profiles that will be anodised should avoid deep recesses that are difficult to finish uniformly. Profiles intended for powder coating may allow slightly different tolerances depending on the required visual standard.
Joining and fabrication steps should also be considered during design. If the profile will be drilled, punched, welded or machined, the alloy and temper must be compatible with those processes. Slots and grooves can be extruded specifically to accept standard fasteners, seals or accessories.
Tolerances need to be tight enough for a reliable fit without being so strict that they cause unnecessary rejection during quality control. Expected production volume also matters. High volumes can justify more complex dies if they reduce material weight or assembly time, while lower volumes may benefit from simpler shapes or near-standard profiles that minimise tooling investment.
Aluminium extrusion remains one of the most efficient and adaptable manufacturing processes for producing lightweight, durable and precise profiles. Its ability to combine structural performance, design flexibility, corrosion resistance and surface finish options makes it suitable for architectural, industrial, transport and commercial applications.
Careful consideration of profile design, alloy selection, finishing requirements and fabrication methods helps maximise performance while improving manufacturing efficiency and long-term value. With access to quality materials and technical support, projects can achieve reliable aluminium extrusion outcomes that meet current performance requirements and future design expectations.
